轴承生产管理系统
(轴承生产工资核算)
1 生产管理系统解决方案
本生产管理系统是针对轴承行业定制开发的,轴承行业特别适用,尤其是回转支承更适用。本系统主要涉及到工序维护、单工序管理、各种工时规则定义,根据各类工时规则计算工资及核算工资,根据单工序形成上环、下环、整体环以及内环和外环的5类工序周转单,以及登记回转支承记录表和减速器回转成品检测记录表,还有成品完工封存便于归档等功能。下面将详细介绍。
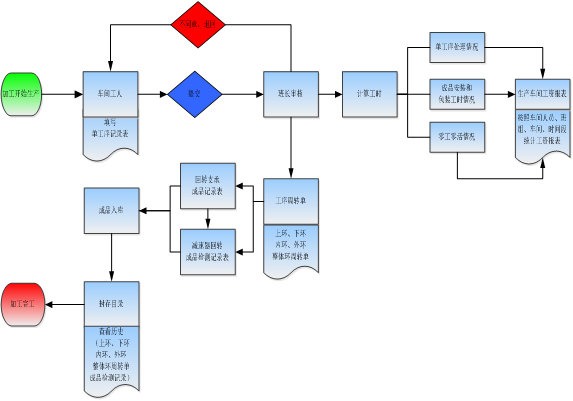
1.1 整体流程图
整体流程如下图所示。
1.2 基础数据管理
1.2.1 产品分类维护
主要是用来对产品进行分类统计分析,主要是维护产品具体的分类。
1.2.2 产品目录管理
主要是对产品进行登记。主要功能是新增、编辑维护功能和查询分析功能。
1.3 工序管理
工序管理主要包括工序维护,工序环件部位维护,环件工艺路线维护以及产品环件工艺路线维护等功能。
1.3.1 工序维护
系统常用的工序,比如:车基准面、淬火、磨工面、磨非面、压板外圆等。
1.3.2 工序环件部位维护
主要是维护内环、外环、上环、下环、整体环(也叫内外环)。
1.3.3 环件工艺路线
轴承行业各个环件的工艺路线基本一致,针对内环、外环、上环、下环、整体环来维护的工艺路线基本模板。
1.3.4 产品工艺路线维护
针对非标产品和厂家的特定要求,需要增加或者减少某几道工序,采用常规的环件工艺路线就不合适,需要使用特定的产品工艺路线。故就在产品环件工艺路线中来维护。
需要维护的属性:产品编号(显示型号)、环件(上环、下环、内环、外环、整体环)、工序编号、工序名称、备注。
1.4 序列号管理功能
为了把控产品质量关,发现问题随时查找,故产品采用序列号进行管理。序列号管理就是一件产品一个序号,在生产过程中以及未来售后中,一旦发现轴承有质量问题,只要厂家说出序列号,就可以通过序列号查明各个工序环件出现的质量问题等。
本系统所有的产品,部品都进行序列号管理。
规则:
总成序列号:8501(8年份,5月份01总成序列号)
子件序列号:
内环、外环、上环、下环、整体环每月单独从010001开始往下编写 ,前两位01是月份,后四位0001是序列号。
1.5 单工序管理
单工序管理主要包括:单工序加工记录填写、单工序提交、单工序质检等。
单工序对应审核状态:0草稿,1提交,2质检审核,3计算工时,4已生成周转单,B退回。
单工序各种操作采用手机端来填写,更方便进行管理。
1.5.1 单工序日加工记录(手机端)
随着移动互联网发展,智能手机已经大面积使用,以前都是手工纸质来填写,为了提高工作效率,实行无纸化办公,由车间工人填写自己的单工序加工记录。
填写的内容如下:选择产品型号、环件、工件编号、工序号和工序名称、加工特性、图纸尺寸、实测尺寸等。
1.5.2 单工序提交(手机端)
车间工人填写单工序完毕后,确认无误后,单击提交即可。
1.5.3 单工序质检(手机端)
工人提交后,班组长就可以看到班组成员填写的单工序记录表,对各个班组人员填写的单工序记录进行审查。在审查过程中,判断是否合格,合格的通过,不合格的退回到对应车间工人处,重新加工处理,然后再进行处理。
单工序质检之后,就到达车间统计人员处,车间统计人员可以编制工资报表和形成工序周转单。
1.6 工时管理
工时管理主要包括:单工序工时情况、成品工时情况以及零工零活的情况。如果按照常规工时计算工资,在轴承行业无法行得通,必须使用轴承行业特定的工时进行管理。
Ø 计算方式:
先按照规则获取对应的工时价格,然后再计算出车间工人的工资。
Ø 类型:
半成品的单工序工时情况、成品安装工时和包装工时,以及整个生产过程中的零工零活情况。
1.6.1 单工序工时情况
如果针对各个型号单独维护工时,由于轴承行业的国标型号繁多,同时行业特定特点,还需要指定钢球直径和打了多少孔,显然逐一型号的工时维护不现实,需要特殊处理。根据轴承行业特点,本系统分为两类情况来解决:按照型号区间、钢球直径、是否打孔等属性维护工时,针对特殊情况,无法通过上面工时情况的单独维护工时。
Ø 1、通用工时:半成品工时(也是过程中加工工时)
针对单工序工时按照型号区间、钢球直径和是否打孔进行处理。
主要信息:系列、环件、滚动直径区间、钢球直径、加工特性、工序号、工序名称、工时价格。
Ø 2、特殊工时
通用工时无法满足需要,就需要单独在特殊工时中来维护。
主要信息:型号、环件、工序、工序名称、工时价格。
规则:
完全按照型号、环件、工序和工序名称查找对应的工时价格。
1)特定工序:60/70/80/160/170
针对60/70/80/160/170工序,适合所有的产品。
2)特定系列:
三排柱、MG系列。
3)加工特性约定:
主要维护:模数m、齿宽b,孔n、直径d
形成规则为:m=1;b=2;n=10;d=Φ40
表达的意义:模数m为1米,齿宽b为2米;孔n为10个,直径d为Φ40。
1.6.2 成品工时情况
主要是维护成品安装工时和包装工时。
Ø 安装工时情况
通用的按照系列、型号区间来维护工时价格。
如:01系列价格为5元,02系列为其他的2倍
11系列(交叉柱)按照其他的1.5倍执行。
Ø 包装工时情况
按照系列、型号区间执行对应的包装工时价格,三排柱按照另外的标准执行。
Ø 具体型号工时
按照型号、工时价格来维护。
如:
喷漆工时、销孔工时。
Ø 安装、包装和安装检查工时计算
安装、包装和安装检查通过成品记录进行统计。
需要维护人员信息、安装数、安装工时、包装数及工时、安装检查数及工时情况。
在回转支承成品记录和减速器回转成品检测记录表中来统计安装工时和包装工时。
1.6.3 零工零活工时
在生产过程中零散的各项活动也需要纳入日常管理和考核,方便进行统计出工资。
Ø 零工工时
零工主要是按照计时进行管理的,适用于所有标准单位(1小时、1分钟)的零工工时。每小时多少钱。
Ø 计件工时
零活主要是按照计件进行管理的,标准单位为件(1件)。某一项工种干一件多少钱。
Ø 主要类型
打包一托
缠塑料膜
清洗
拆换
滚齿及插齿:上活、卸活、改活、磨刀、插齿进刀、滚齿进刀(自动计算)。
1.6.4 工时计算
按照上述规则计算各种情况的工时报表。
Ø 单工序工时计算
按照单工序通用工时和特殊工时制定的规则,算出车间工人的具体单工时明细表。
Ø 成品安装和包装工时计算
按照成品安装和包装制定的工时规则,算出车间安装和包装工人的具体工时明细表。
Ø 零工零活工时计算
把生产过程中计时工种、计件工种以及零散的工种进行统计计算,算出零工零活工时报表。
1.6.5 工资报表
可以按照车间班组人员、车间以及日期段统计出工厂所需要的工资报表。
1.7 工序周转单
车间工人填写完单工序报表后,经过提交、班组长审核,到达车间统计人员处,然后按照工厂要求形成工厂所需要的工序周转单。以下是工序周转单的具体类型。
Ø 周转单类型
下环工序周转单
上环工序周转单
内环工序周转单
外环工序周转单
整体环工序周转单
1.8 成品记录
主要包括回转支承成品记录表和减速器回转成品回转检测记录两类报表。
成品记录表由质检员来填写。
1.8.1 回转支承成品记录表
主要内容:单号、检验员、日期、总成规格、总成编号、内环编号、外环编号、基体硬度、基体硬度、安装操作者、包装操作者、备注。
1.8.2 减速器回转成品检测记录表
主要内容:单号、检验员、日期、回转减速器编号、支承编号、壳体编号、蜗杆编号、闷盖编号、马达盖编号、马达厂家、安装操作者、喷漆操作者、包装操作者、备注。
1.9 成品入库
成品加工完工后,经过成品质检,然后办理成品入库。
1.10 封存
封存就是产品归档,即保存成历史文档。为了便于成品追溯需要,在售后过程中发现问题随时查看,故需要在生产过程中,编制成品记录,并完工入库后,然后再进行封存管理。
封存管理分为回转支承成品记录表和减速器回转成品检测记录表。在封存管理中,可以查看过程中的各种周转单及其成品检测记录等。
2 技术分析
本系统采用PC端和移动端想结合实现的。PC端便于管理人员统计分析;移动端,即智能手机端,采用智能手机端,方便车间操作人员随时把自己干的工件登记到生产管理系统中。移动端采用当前比较流行的前端技术html5和bootstrap,响应式模式,本技术既可以在手机端使用,也可以在电脑端使用。大大降低用户信息技术投资,又能提高了用户工作效率。

